


【正見網2020年04月23日】

蜀山古南街,亦稱蜀山舊街,是明清時期宜興陶瓷的主要集散商埠,也是紫砂文化的發源地。
要做一把好紫砂壺,不光是制壺成型,還要數次燒制、整口、刻字、貼花、……,每個環節都需要專業人士的參與,加上銷售商販的聚集,如此便形成了產業鏈。2000年之前,紫砂制壺人口聚集在蜀山、趙莊、西望這幾個丁蜀鎮的村落,隨著紫砂行業的興起,制壺的藝人已經分布到了宜興的大小鄉鎮了。
在丁蜀鎮,紫砂是絕對的主題,幾乎所有商店都和紫砂有關。每座看起來不起眼的低矮平房都可能是一個家庭作坊,一家三口就能組成一個小流水線,專門生產紫砂壺坯。
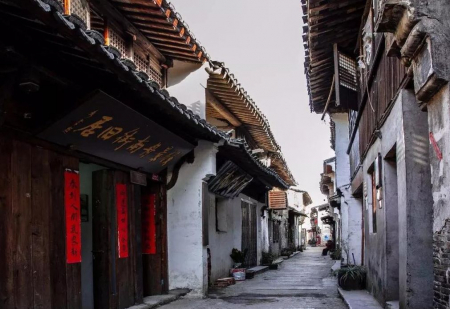

位於宜興丁蜀城區東北部的古南街,保存完好的老街長千米,紫砂店鋪林立。
據2017年報導,在宜興丁蜀鎮20多萬人口中,有10多萬人在紫砂產業鏈上,紫砂製作者4萬多人,產業配套人員6萬多人,紫砂專業合作社67個、紫砂企業400多家、紫砂家庭作坊12000多家,年產值超百億元(人民幣)。
最能體現紫砂工藝師的匠人匠心的全手工紫砂壺,製做一把需要耗費幾天的時間,採用半手工法,如果器型簡單的一天可以做出2-3把。在市場上,全手工壺和半手工壺的價格差異頗大不說,年超百億的產值,如此的生產速度如何能創造出來呢?這就是紫砂產業最弔詭的地方。
於是「灌漿」、「機車」、「滾壓」、「手拉」、這些非傳統的速成工藝就出現了。但這對於傳統的紫砂行業卻是自斷後路,看似人們擁有紫砂的門檻變低,卻讓千年傳統工藝的光芒蒙上陰影。
(一)如何形成年超百億的產值
一個制壺藝人以做全手工壺的正常工序來說,依不同器型的難易度,2-7天能做出一把;但如果使用灌漿方法,熟手一天能出品300-500把。手拉坯壺一天可以拉200-300把。近10年由其他省的外來人口進駐丁蜀鎮以及周邊村落,來自浙江、江西的做手拉坯壺的居多,蘇北、安徽省的多半做機車制壺,現今在宜興做各式各樣紫砂壺的人口達20幾萬人。
據保守估計,現今丁蜀鎮做壺紫砂的消耗量日均15至20噸,而黃龍山出礦紫砂存量與市場所銷售量根本對不上帳,所以就是大量的外山料、外地料或是紫玉金砂(18)所說明的化工料泥混充使用。這已經是行業裡公開的秘密,但是沒人願意也沒有勇氣承認。
如果產量大了人工費被稀釋,算到每把壺上就幾塊錢,煤氣窯燒壺一把也是幾塊錢,幾乎可以忽略不計。如此一來制壺的主要成本就剩下最主要的泥料了。便宜紫砂壺自然是用低檔料了,一把壺的泥料成本也就幾塊錢,這樣整體算來,一把壺的成本也就幾十塊錢,所以用非傳統手工制壺,使用便宜的其他泥料,便宜偽紫砂壺是能存在的。

低價偽紫砂壺充斥市場
別以為你不會買到這種壺,單獨幾把放在高檔貨架上,一般不易分辨的
(二)正統紫砂器製作工藝
正統紫砂器的製作工藝,已列入中國國家非物質文化遺產予以保護的製作方式只有:全手工「拍身筒成型法」、「鑲身筒成型」和半手工「模具成型」這三種,其他都不屬於傳統紫砂文化的範疇。而紫砂壺的製作,一直是傳承古法,因此無法大批量的生產。
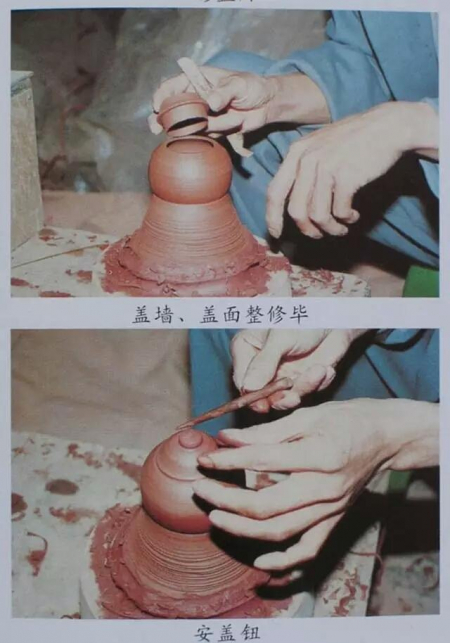
【全手工】
應稱為全手工拍打成型(拍身筒、鑲身筒);全手工制壺代表一種傳統技藝的傳承和發揚。全手工成型主要在於用眼和手去「准型」,壺的各個部分分別以手工做出,再靠制壺藝人的經驗和審美能力來把它們分別整形,最後以手工粘接成一個整體。表現更多的是藝德和藝心,一般不會有100%完全相同的兩把壺。
【半手工】
把壺的各個部分分別先用手工做出雛形,然後把其放入預製的模具中擋坯成型的壺。藉助石膏模具成型去「准型」,用模具擋在雛形坯體外整壺身形狀,最後再用手工粘接成一個整體。體現更多的是「規矩」,可能會更加周正。
(三)偽紫砂壺的成形工法
1.【灌漿壺】
「注漿成型法」,原是在瓷器生產中廣泛採用的一種制坯工藝,1958年「大躍進」時期為提高生產效率,當時,高永君與汪寅仙以紫砂泥用注漿法試驗沒有成功。因紫砂的泥料顆粒大,吸附性不夠,因此無法注漿成型。70年代,徐秀棠與呂堯臣兩人再次研發,在泥漿中加入水玻璃(一),終於試驗成功。但是紫砂的鱗片狀分子結構,決定了紫砂料注漿形成的壺坯表面有一層浮泥,很難加工修整,並失去了紫砂壺其特有的透氣性。
在當時,顧景舟大師是公開反對這一技術的,他認為紫砂壺的做工、氣韻、傳承都在手工上,而灌漿的紫砂壺,失去這樣的魅力。又由於國營紫砂廠出品的灌漿壺很多都被退貨,這一技術在研究成功後沒多久,便被宣布停用了。
採用的泥料
第一種就是陶土加金屬氧化物加水玻璃,這樣的泥料在灌漿、拉胚工藝中常見,穩定且便宜。
第二種用的是浙江或者安徽方面出產的外地料,同時需要加高嶺土或沖漿來保證紫砂泥料的柔韌性。
第三種是用外山、外地沖漿料。
灌漿壺的最重要的技術難點在於外山紫砂泥、高嶺土、水玻璃的配比以及石蠟的添加比例,為了既降低含水率,又增加流動性,要在用於注漿成型的高嶺土泥漿中,加入硫酸鈉和水玻璃溶液「解膠」。而且需要把比重控制在1.7-1.9左右。且須添加石蠟則是為了能更快更順利的脫模。
因不是採用紫砂泥製作,所以也不具備紫砂的特性,燒成後呈色雖然像紫砂,但是幾乎沒有透氣性和吸水性,和普通玻璃沒有區別,壺的斷面也呈現玻璃相。失去了紫砂的雙層透氣孔特性,也就沒有紫砂壺儲香透氣的優良特點,茶湯亦容易變餿。

將泥漿加熱、加石蠟,灌注入石膏模型中

成型後噴塗一層料漿,稍作修飾即成
工法步驟:
首先把泥料和水玻璃〔一〕放在球磨機裡面打制打48個小時,成為200目左右、幾乎無顆粒極細的泥漿。然後將泥漿加熱、加石蠟,灌注入石膏模型中。冷卻後將石膏模脫開,便有了壺坯,鑲接上壺流、壺把後,脫蠟,即成無透氣性的坯體再修坯,成型後噴塗一層料漿,稍作修飾即成。只能稱作泥壺,毫無工藝可言,更不具有藝術價值。

第一步配料,先把泥料放置在球磨機中研磨48小時,將泥料研磨成200目左右的泥漿,方便注漿


因泥目細,手感較紫砂壺要細膩光滑,硬度高,撞擊聲音尖銳清脆。壺身內部很光滑,沒有手工的刮痕,也沒有拉胚壺的圈紋。
2.【機器壺】
「一代機車壺」
機車壺的前身也是宜興紫砂工藝廠與灌漿壺進行了同步研發的。並且命名為「軲轆車車刀成型法」,因為泥性和機器的原因研製了幾年並沒有成功。
直到1964年,成功引進了機械軲轆車,對泥性也進行了某種程度的改造而研製成功。主要用來生產大路貨,紫砂花盆、鍋、罐等紫砂器。壺體用軲轆車生產,壺蓋用鋼模壓制,再交由工人製作「壺流、把、紐」的後續,效率提升了10倍以上,但相對生產的質量也低,兩三年後就廢棄了這種生產方式。
陶瓷廠用來生產日用陶器砂的屬於工業生產體系,紫砂壺的生產體系屬於手工業生產體系,始終是兩種不同的生產體系。大約2010年左右,有人看中了其中的共通點,對機器進行了改制,同時對泥料特性也進行了添加改造,第一代機車壺由此成型,壺身壺蓋都是機車成型,其技術更加成熟。
機車壺,它顛覆了傳統紫砂壺泥片成型法,做出來的壺,既沒有傳統的手工屬性又沒有藝術美感,只能稱是一種工業壺。此法只能在光素圓器上適用,無法生產花塑器、提梁器、筋紋器、方器〔二〕。此法成型的壺壁一般較厚,壺身略顯笨重。
作為跑量的機車壺,靠的是以量取勝,產量直追灌漿壺。使得在泥料成本控制上要求也非常嚴格,通常都是採用劣質泥料,或以陶土加色素調配的泥料。其原理就是利用石膏模具作為框架,放入偽紫砂泥,啟動模型高速旋轉,放下金屬車刀,擠壓泥料成型。

第一代機車機
工法步驟:
1、將模具套在機車上。
2、將泥團放入模具中
3、車刀準備工作,給車刀抹上潤滑油,以防沾泥料,然後裝在軸承上(車刀俗稱搪球)。
4、開動機器,粘了油的搪球在電機的帶動下,一邊高速旋轉,一邊慢慢伸到模具內。
5、搪球在模具裡面轉一圈出來,身筒就成了,這個過程非常快,不到兩分鐘。
6、待機器停止後,取下模具,成型胚脫出。
7、身筒做好後,由專人裝嘴、裝把,以及細節處的修整。機器打磨拋光,增加其亮度。
「二代滾壓壺」

第二代機車機
二代機車,也稱為「滾壓」壺,其特點就在於是用滾壓頭代替了車刀,其生產流程大致與一代機車壺類似。
「滾壓機」配有一個高速旋轉的轉頭、一副外模、一塊扔在模具中的泥料。機器開動,轉頭壓入外模,轉頭利用離心力均勻的把泥料打在外模上,整個過程不超過10秒,身筒即可成型。
身筒成型後,再由人工接嘴接把、簡單了坯。滾壓機製作出來的壺因為有完美的離心力,又因泥料不似真正的紫砂具有天然的收縮性,使得線槓、內壁、子口也同樣完美無暇,整體過於規整,相當的死板,缺少靈氣。

泥料不似真紫砂具天然的收縮性,機車制壺完美無暇。
市場上售賣機車壺的商家猶如過江之鯽,但是不會有任何一個商家會說自己售賣的是機車壺。相反,都在強調自己的是半手壺,純手工,欺騙廣大消費者。
3.【手拉坯】

以手拉胚製作壺蓋
所謂手拉胚壺就是:電動拉坯機械操作,把泥料放在轆轤圓盤上,利用慣性離心力,用手拉出一個壺型來。拉出來後切下,放置晾乾,再配壺嘴、壺把(都是灌漿製作),裝成一把茶壺,放置晾乾後再噴漿,經過燒制就可以成為手拉胚茶壺。

手拉胚壺壺內有明顯圈紋容易辨別
手拉坯壺需要稀泥才能拉起泥坯,稀泥燒成後泥門相對來說很緊,壺底和壺身接縫處需用稀泥接縫,手拉坯成型法,熟練者一天可以拉200~300個,制壺速度是相當快的,雖可制壺,但泥料絕對不是紫砂〔三〕,成型後外表也要噴漿。
4.【沖漿】
為什麼要使用沖漿泥料制壺?一言以蔽之便是追求「省事省力省成本」的產物。
沖漿使用的「漿」:將礦料直接投入球漿機,按比例加水後開機攪拌,礦料就會碾磨成目數在120目以上的細小顆粒,顆粒懸浮水即為「漿」。

(a)、節約時間成本:相比於傳統製作過程,商家可以在較短的時間內,使用較少的人力生產更多的沖漿泥。
(b)、節約金錢成本:
(1)礦料成本降低:沖漿泥料使用的紫砂泥料多為雜質較多廉價泥料,有的甚至是正常礦料挑選後廢棄的,違背職業道德、唯利是圖的人會拿來利用。與通過挑選、去雜才可用作煉泥的紫砂礦料相比,成本肯定是天壤之別。練泥人都會儘量使人相信自己的泥料是家傳唯一的,礦料真才是紫砂壺的根本,所以會儘可能掩蓋使用沖漿的事實。

網路商家廣告
(2)制壺成品率提高:有些泥料泥性很重,不易成型,沖入由黏性較大的礦種加工製作的漿,改變泥性,就可使製作難度降低。沖漿泥料增加了泥料的粘性,使得制壺過程成坯更加容易,燒壺開裂的可能性降到最低,從而提高了制壺的成品率。
(3)改善品相和色澤:沖漿泥可以改善成品壺的品相和色澤,泥漿細了,壺的整體光澤感就會提高。色彩,是紫砂壺美學語言之一。顏色好看的壺相對就好賣。但紫砂本色的種類和效果畢竟局限於礦料,真紫砂礦的色彩相對有限,而沖漿,就能極大化地豐富紫砂作品的色彩種類、改善成品呈色效果。
沖漿工藝製作的壺是急功近利的產物,它已經失去了紫砂應有本質特徵,雖然品相很討喜,而對於僅憑「眼力」購買的消費者而言,這種壺無疑最容易矇混過關賣出高價的。它根本養不出包漿效果,且因泥漿在高溫作用下,已經接近瓷的密度,改變了紫砂應有雙氣孔特徵,不利泡茶,與瓷器已無太大區別。
(四)「泥料決定工藝」 現今也不再是定律
行文至此,千思萬縷的思緒一涌而上......。
一方面是對於本系列介紹的真正黃龍山紫砂泥料以及傳承正統工法的紫砂壺,會失傳嗎?
大批量全面攻占全球華人市場的化工偽紫砂,這是無法回頭的趨勢嗎?
另一方面,對於消費者而言:花更少的錢,買到一把看起來更漂亮的壺,降低擁有紫砂的入門檻,到底是一件好事?抑或是壞事?
雖然大家都知道「一分價錢一分貨!」、「好工用好料!」在現今的現實下也不完全適用了,紫砂壺的講究的確很深,多數人看不懂紫砂泥料的真假?是否為傳統正統工藝?實際上的情況是花高價也不一定買到真壺。
在之前的文章中雖已詳述,甚至導正刻意在網路釋出的「資訊扭曲」了。但在實際交流中,對於此議題有興趣已經看過文章的讀者,因為沒有真正看過、拿過、使用過、喝過本山料的紫砂壺,儘管手中有一堆壺,還是無法辨別。
開篇文章中說過,台灣在20世紀70至90年代期間大量收購宜興紫砂產品,對保存中華傳統一部份紫砂文化做過貢獻,有「紫砂壺的第二故鄉」的美名。但是,現今也淪為假紫砂壺的重災區。曾遇到在台灣開了幾十年的老茶莊,也分不清近代的化工泥料、外山、外地料,朋友在此以高價買到了假泥料壺,更不說社交媒體上的拍賣直播了。
目前中共病毒(COVID-19)中共將疫情「出口」到全世界,至2020年4月20日為止,疫情已擴散至全球193個國家及地區,造成中國以外的國家逾16萬人死亡,確診超過242萬例。中共外銷劣質醫療物資到多個國家,接連出現退貨潮。這種人命關天的事情,在中共「無神論」、「假惡鬥」體制下的商人是如此對待生命,前幾篇說到的紫砂製品制定國家規範的事例,說白了,也只是聊備一格罷了。
筆者以有限的文筆,憑著一股興趣熱誠和使命感,盡力詳實地歸納說明,對初入門者可能稍嫌沈重。知識,可以儘量表達出來,但是圖片取得有困難,沒有辦法有屬於自己拍的照片配合說明,只能由網路篩選取得。畢竟全世界唯有宜興丁蜀鎮,約莫500平方米麵積的礦區出產黃龍山紫砂礦料,並已在2005年封閉礦區禁止開採,傳統正統工藝也是在此地發揚與傳承,到不了該地拍照,這一點甚為遺憾,也請讀者見諒。
注:
〔一〕水玻璃:矽酸鈉與二氧化矽的混合物,在建築行業中普遍用做黏合劑和補漏劑,摻入玻璃水才能產生流動性,使紫砂壺失去了應有的透氣性。
〔二〕2020年起,機器經過再度改良,可以生產方器壺型了。
〔三〕手拉胚成型一定要加一定量的高嶺土或其他陶土,否則一拉就斷,不屬於紫砂成型工藝。
ps:本文圖片來自網路
(待續)